| 設備名稱 | 設備型號 | 出廠編號 | 設備編號 | 安裝地點 |
| 濕熱滅菌柜 |
| 姓名 | 職務 | 小組職務 | 職責 |
| 制造部長 | 審核 | 負責對驗證文件的審核工作。 | |
| 需要時與相關部門的協調工作。 | |||
| 設備主管 | 審核 | 負責對驗證文件的審核及驗證報告的批準。 | |
| QA主管 | 審核 | 負責對驗證文件的審核及驗證報告的批準。 | |
| QA驗證管理員 | 審核 | 負責對驗證文件的審核工作。 | |
| 質管部長 | 總負責 | 負責驗證方案的批準及驗證合格證書的簽發。 |
| 姓名 | 職務 | 小組職務 | 職責 |
| 設備班長 | 組長 | 負責對驗證文件的起草工作,并組織實施設備驗證。 | |
| 確定設備驗證參與部門。 | |||
| 操作人員的培訓(必要時應聯系供應商)。 | |||
| 驗證實施過程中數據進行匯總,并組織分析。 | |||
| 主 任 | 組員 | 組織生產車間按照驗證計劃進行實施。 | |
| 質檢員 | 組員 |
現場監督保證整個操作過程按照批準的驗證方案進行。 負責驗證方案和驗證報告的審核。 |
|
| 化驗員 | 組員 | 按照驗證方案要求對操作過程中的樣品抽樣檢測。 | |
| 機 長 | 組員 | 現場設備操作、設備監控、設備管理。 | |
| 計量員 | 組員 | 涉及到的計量器具進行確認。 |
| 序號 | 項目名稱 | 接受標準 | 檢查結果 |
| 1. | 安裝位置 | 操作、維護方便 | |
| 2. | 整機外觀 | 整潔、無銹,無明顯凸起、凹陷、粗糙不平和其它損傷 | |
| 3. | 設備定位 | 關鍵的部件實際安裝與圖紙之間的位置偏移不應超過± 50mm | |
| 4. | 接地保護 | 可靠接地 | |
| 5. | 主機水平 | 水平無落差 | |
| 檢查結論:是否達到標準: (是/否) | |||
| 檢查人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 項目 | 接受標準 | 檢查結果 |
| 1. | 檢查配電柜安裝 | 油漆未掉落,各接頭連接牢靠,無松動 | |
| 2. | 檢查各介質管路 | 應無泄漏,無開焊,無腐蝕現象 | |
| 3. | 檢查空氣過濾器 | 濾殼為5英寸,濾芯為0.22μm疏水性濾芯 | |
| 4. | 檢查介質管路閥門 | 應完好無泄漏,且靈敏 | |
| 5. | 檢查管道色標 | 已經張貼,符合規定 | |
| 6. | 安全措施及警示 | 箱門表面的防燙警告標識明顯 | |
| 操作開關處有防觸電的警告標識 | |||
| 檢查結論:是否達到標準: (是/否) | |||
| 檢查人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 項目名稱 | 標準 | 檢查結果 |
| 1. | 檢查壓力表保護外殼 | 應完好,無破損 | |
| 2. | 檢查壓力表與進氣管連接 | 應無泄漏 | |
| 3. | 檢查壓力表校驗情況 | 儀表經校驗,符合計量管理要求 | |
| 4. | 檢查壓力表量程及精度 | 儀表量程及精度與需求一致 | |
| 5. | 檢查儀表臺賬 | 車間建立儀表臺賬 | |
| 檢查結論:是否達到標準: (是/否) | |||
| 檢查人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 項目 | 標準 | 結果 |
| 1. | 安全連鎖裝置 | 位置安裝正確 | |
| 前后門無法同時打開 | |||
| 內室壓力大于10kPa,門無法打開 | |||
| 確認結論:是否達到標準: (是/否) | |||
| 檢查人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 描 述 | 是否關鍵 | 行動計劃 | 評 價 |
| 附頁張數: | ||||
| 記錄人: 日期: | ||||
| 審核人: 日期: | ||||
| 序號 | 描 述 | 是否關鍵 | 變更文件號 |
| 附頁張數: | |||
| 記錄人: 日期: | |||
| 審核人: 日期: | |||
| 脈動次數 | 滅菌溫度 | 滅菌時間 | 干燥時間 |
| 3次 | 121℃ | 1200秒 | 1200秒 |
| 結論:參數是否與上述要求一致: (是/否) | |||
| 審核人: 日期: | |||
| 脈動上限 | 脈動下限 | 排汽零位 | 回空零位 | 內室壓力限度 |
| 80kPa | -80kPa | 10kPa | -10kPa | 115kPa |
| 結論:參數是否與上述要求一致: (是/否) | ||||
| 審核人: 日期: | ||||
| 序號 | 項目名稱 | 接受標準 | 檢查結果 |
| 1. | 打開電源開關 | 觸摸屏有顯示,指示燈亮 | |
| 2. | 斷開電源開關 | 觸摸屏無顯示,指示燈滅 | |
| 結果是否達到標準: (是/否) | |||
| 檢查人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 項目名稱 | 接受標準 | 測試結果 |
| 1. | 手動啟動各按鈕 | 各相關按鍵工作正常 | |
| 各儀器儀表工作正常 | |||
| 記錄儀運行正常,并能打印相關參數(溫度、時間) | |||
| 2. | 啟動滅菌程序 | 完成脈動-升溫-滅菌-排氣-干燥-結束 | |
| 各儀器儀表工作正常 | |||
| 記錄儀運行正常,并能打印相關參數(溫度、時間、F0值等) | |||
| 結果是否達到標準: (是/否) | |||
| 操作人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 試驗方法 | 接受標準 | 檢查結果 |
| 1. | 關閉PLC電源**少30s,然后開啟電源 | 程序能夠重新啟動,人機界面顯示正常,無故障 |
|
| 結果是否達到標準: (是/否) | |||
| 操作人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 項目名稱 | 接受標準 | 檢查結果 |
| 1. | 點擊前門操作中開前門按鈕 | 真空泵啟動,電機工作無異常聲響,門執行上升動作 | |
| 2. | 點擊前門操作中關前門按鈕 | 真空泵啟動,電機工作無異常聲響,門執行下降動作 | |
| 3. | 點擊后門開后門按鈕 | 真空泵啟動,電機工作無異常聲響,門執行上升動作 | |
| 4. | 點擊后門關后門按鈕 | 真空泵啟動,電機工作無異常聲響,門執行下降動作 | |
| 5. | 門密封條 | 門關閉時拉動門把手,門與柜框無縫隙 | |
| 結果是否達到標準: (是/否) | |||
| 操作人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 項目名稱 | 接受標準 | 測試結果 |
| 1. | 按照操作規程關機的步驟關閉設備的電源;檢查設備設定的參數是否仍然保存在設備中 | 設備設定的參數仍然保存在設備中 | |
| 2. | 設備運行過程中,直接關閉設備的總電源;在5min后按照設備操作程序開啟設備;檢查設備操作系統進行初始化后運行是否正常,設定的參數仍然保存在設備中 | 設備設定的參數仍然保存在設備中 | |
| 結果是否達到標準: (是/否) | |||
| 操作人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 項目名稱 | 接受標準 | 測試結果 |
| 1. | 在滅菌過程中,開啟門1或門2的開門按鈕 | 門1或門2無法開門 | |
| 2. | 打開門2后,按下門1的開門按鈕 | 門1無法開啟 | |
| 3. | 門1或門2未關閉 | 啟動滅菌程序,無法啟動 | |
| 結果是否達到標準: (是/否) | |||
| 操作人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 試驗方法 | 接受標準 | 測試結果 |
| 1. | 操作人員輸入正確的操作密碼 | 只有操作權限,不能對主要參數進行修改 | |
| 2. | 操作人員輸入錯誤的操作密碼 | 不能夠進入設備操作 | |
| 3. | 管理員輸入正確的**密碼 | 擁有**權限,能對密碼功能配置設定及相關參數修改 | |
| 4. | 輸入錯誤的管理員操作密碼 | 不能進行功能配置設定及參數修改 | |
| 檢查結論:是否達到標準: (是/否) | |||
| 檢查人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 試驗方法 | 結 果 |
| 1. |
-打開相關蒸汽閥門,純蒸汽、工業蒸汽壓力應在0.15-0.4MPa以內; -打開飲用水閥及壓縮空氣閥,飲用水壓力應在0.1-0.3MPa以內,壓縮空氣壓力應在0.5-0.8MPa以內; -檢查各管路系統連接應無泄漏現象; -檢查密封圈和門板有無雜物和損壞,用抹布進行擦拭。 |
|
| 2. |
-打開電源開關,待面板初始化,進入主界面; -檢查打印機應處于開啟狀態,打印機紙足夠打印; -檢查各相關功能鍵應執行相對應動作; -按壓滅菌柜主界面上“前門操作”進入下一界面,按壓“開前門”按鈕,打開前門; -將被滅菌物品放入滅菌柜中,裝量不要超過內柜容積的80%; -在啟動程序里選擇自動操作模式,并在主程序界面中,按壓“程序運行”按鈕;選取相應的滅菌程序,按照預置的相關參數進行滅菌,并進入到主流程界面; -滅菌過程中,操作人員不得遠離設備,應密切觀察設備的運行狀況,如有異常,及時進行處理,防止意外事故發生; -滅菌結束后,蜂鳴器鳴叫,表明滅菌程序結束; -在非裝載側處,按下開門鍵,打開非裝載側門,取出被滅菌物品,然后按下關門鍵,關閉非裝載側門。 |
|
| 3. |
-將滅菌室內的殘留物清除干凈,關閉密封門,關閉電源; -關閉工業蒸汽閥、純蒸汽閥、飲用水閥和壓縮空氣閥。 |
|
| 4. |
-只有內室壓力等于大氣壓力時門才能打開; -操作人員不允許私自打開機動門護罩執行手動開門; -非滅菌過程,密封門不要鎖緊,以防密封圈長期壓縮變形而影響密封性能和壽命。 |
|
| 接受標準:在設備運行過程中應滿足:介質供應正常;設備運行穩定 | ||
| 檢查結論:是否達到標準: (是/否) | ||
| 檢查人: 日期: | ||
| 審核人: 日期: | ||
| 序號 | 描 述 | 是否關鍵 | 行動計劃 | 評 價 |
| 附頁張數: | ||||
| 記錄人: 日期: | ||||
| 審核人: 日期: | ||||
| 測試方法 |
1. 探頭分布(分布圖見附錄):將1支探頭置于蒸汽進口處,1支探頭置于溫控探頭附近,其余8只均勻分布在腔室各處; 2. 選定自選一程序,按照操作規程操作設備,每次試驗所有項目均合格后進行下一次試驗; 3. 按照溫度驗證儀器要求操作。 |
||
| 接受標準 |
1. 操作按鈕操作靈敏; 2. 設備運行穩定,無泄漏,無異常聲響,無異常振動; 3. 程序步驟:脈動-升溫-滅菌-排氣-干燥-結束; 4. 程序運行總時間應在65min時間內完成;滅菌階段**低值≥120.0℃,20min; 5. 在驗證儀顯示的滅菌階段**低溫度120℃以上,滅菌時間應大于19分鐘。 |
||
| 測試結果 | **次 | 第二次 | 第三次 |
| 結果是否達到標準: (是/否) | |||
| 操作人: 日期: | |||
| 審核人: 日期: | |||
| 測試方法 |
1. 探頭分布(分布圖見附錄):將1支探頭置于蒸汽進口處,1支探頭置于溫控探頭附近,其余8只均勻分布在腔室各處; 2. 放入鋁蓋,選定自選一程序,按照操作規程操作設備,每次試驗所有項目均合格后進行下一次試驗; 3. 按照溫度驗證儀器要求操作。 |
||
| 接受標準 |
1. 操作按鈕操作靈敏; 2. 設備運行穩定,無泄漏,無異常聲響,無異常振動; 3. 程序步驟:脈動-升溫-滅菌-排氣-干燥-結束; 4. 程序運行總時間應在65min時間內完成;滅菌階段**低值≥120.0℃,20min; 5. 在驗證儀顯示的滅菌階段**低溫度120℃以上,滅菌時間應大于19分鐘,F0**小≥12; 6. 取出的鋁蓋干燥無水。 |
||
| 測試結果 | **次 | 第二次 | 第三次 |
| 結果是否達到標準: (是/否) | |||
| 操作人: 日期: | |||
| 審核人: 日期: | |||
| 測試方法 | 在滿載熱分布試驗的同時進行3次滅菌試驗。將生物指示劑放置在鋁蓋中。每次試驗放置三瓶,分別放在上層、中層和下層,下層位置應靠近排水口。 | ||
| 接受標準 |
1.滅菌結束后取出生物指示劑,放于培養箱中60℃±2℃培養48h,同時另取一支未滅菌的生物指示劑一起放于60℃±2℃培養48h,作為陽性對照。培養后經過滅菌的生物指示劑應呈陰性,未滅菌的陽性對照呈陽性。根據顏色判斷滅菌效果,培養后應全部保持紫色為滅菌合格,若有紫色變為黃色判為滅菌不合格,對照生物指示劑由紫色變為黃色判為該生物指示劑有效; 2.濕熱滅菌柜各步程序運行正常,各控制件操作靈敏; |
||
| 測試結果 | 生物指示劑結果見化驗室報告 | ||
| **次 | 第二次 | 第三次 | |
| 結果是否達到標準: (是/否) | |||
| 操作人: 日期: | |||
| 審核人: 日期: | |||
| 序號 | 描 述 | 是否關鍵 | 行動計劃 | 評 價 |
| 附頁張數: | ||||
| 記錄人: 日期: | ||||
| 審核人: 日期: | ||||
| 序 號 | 附件名稱 | 頁 數 |
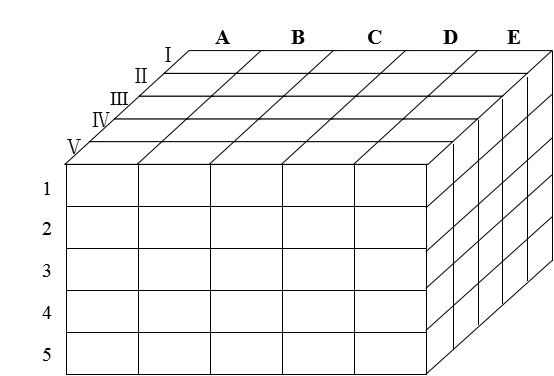 溫度探頭分布圖:
溫度探頭分布圖:| 探頭號 | 探頭位置 | 探頭號 | 探頭位置 | 探頭號 | 探頭位置 |
| 1 | C -Ⅴ-5 | 5 | E-Ⅰ-5 | 9 | A-Ⅰ-3 |
| 2 | C -Ⅲ-5 | 6 | C -Ⅴ-3 | 10 | E -Ⅰ-3 |
| 3 | E -Ⅲ-5 | 7 | C -Ⅲ-3 | ||
| 4 | A-Ⅰ-5 | 8 | E -Ⅲ-3 |



